Vamos
a exponer brevemente las características generales del que fue mi proyecto de
fin de carrera: multiplicadora eólica de tres etapas epicicloidales para un
aerogenerador de 1.5MW. No vamos a entrar en cálculos ya que lo que intentamos es mostrar de manera cualitativa los principios de funcionamiento de la máquina y el porqué de ciertas características buscadas en su diseño.
Este tipo de máquina se
construye porque existe una diferencia entre la velocidad de las palas y la
velocidad angular necesaria en el generador para crear la electricidad que
consumimos en nuestras casas (50 Hz). La velocidad angular de las palas queda
limitada por la acción de la fuerza centrípeta. Cuanto mayar potencia tenga un
aerogenerador mayor serán sus palas por
lo que su velocidad de rotación en el eje principal será menor. Por otra parte,
la velocidad angular en el generador depende del número de polos que tenga, a
mayor número, se requiere menor
velocidad acosta de aumentar significativamente el tamaño de la máquina.
Debemos de llegar a una solución de compromiso entre estos factores y la mejor
opción es mediante un sistema de multiplicación adecuado.

Multiplicador eólico de 3
etapas con relación de multiplicación de
75:1, cuya velocidad de entrada es 20 rpm para un sistema de generación
eléctrica eólica terrestre de 1.5 MW.
Es
vital el decidir dónde irá colocado el aerogenerador ya que esto condiciona el
coeficiente de seguridad del sistema según el estudio estadístico del viento,
por lo que podríamos encontrarnos sistemas que aunque generen menos energía,
las rachas de viento nos obliguen a reforzarlos más incluso que otros que
desarrollen más potencia pero con vientos más estables. Nuestro sistema está situado
en Sierra de yeguas en Málaga por lo que según normativa tenemos un coeficiente
de seguridad de 3.
Etapas de multiplicación:
El sistema está compuesto
por 3 etapas de multiplicación. Como es de prever el grado de multiplicación es
creciente a medida que vamos recorriendo la máquina desde el eje de entrada ya
que las fuerzas a las que están sometidos los engranajes van disminuyendo
progresivamente al aumentar la velocidad angular de los ejes. Nuestras
relaciones de multiplicación serán: 4,2
- 4,2 - 4,5
Buscamos un sistema que sea lo más compacto
posible por lo que vamos a encontrarnos en nuestra multiplicadora sistemas de
multiplicación epicicloidales en vez de lineales. Los sistemas epicicloidales
presentan la ventaja de tener un mayor rendimiento y de ser más compactos que
los lineales pero en su contra tienen un diseño más complejo y debemos de tener
especial cuidado tanto en el diseño como en la conservación del engranaje que
hace de sol ya que este es el que más sufre, por el contrario, sabemos de que
si este sistema debe de romper por alguna parte, este será posiblemente el
sitio.
Los sistemas epicicloidales con un
número de planetas superior a 2 tienen la característica de que la fuerza
normal ocasionada por el contacto entre engranajes queda contrarrestada con la
fuerza normal que provoca su engranaje opuesto, así, la fuerza normal entre
engranajes queda fuera del diseño a fatiga.

{kind=link}
Tipo de engranajes:
Como es de esperar y
debido a las altas fuerzas implicadas en el movimiento de las piezas de la
máquina, vamos a utilizar engranajes helicoidales inclinados un ángulo de 25° o 20°
dependiendo de la etapa de multiplicación en la que estemos. En la primera etapa utilizaremos el ángulo de
25° ya que se le aplican al sistema unas fuerzas muy elevadas, mientras que en
los otros utilizaremos el de 20° ya que el valor de las fuerzas es menor y
que un ángulo menor facilita las
condiciones de refrigeración por circulación de aceite. La calidad del dentado
está entre ISO6 e ISO7 dependiendo de las solicitaciones mecánicas. Hemos
optado por dentaduras no desplazadas o dentaduras a cero porque aunque la
utilización de estas hubiera supuesto un leve aumento de la resistencia
mecánica a fatiga, también hubieran influido negativamente sobre la lubricación
y la transmisión de calor debido al aumento de la dificultad de movimiento del
aceite entre los engranajes.
Material de los engranajes:
Hemos elegido un acero
AISI 4140 de nitruración gaseosa con el fin de obtener unos dientes capaces de
resistir los esfuerzos de funcionamiento. Este acero presenta un buen
mecanizado y unas características mecánicas excelentes. La nitruración gaseosa
aporta una dureza superficial que va a ser muy útil en la vida del engranaje.
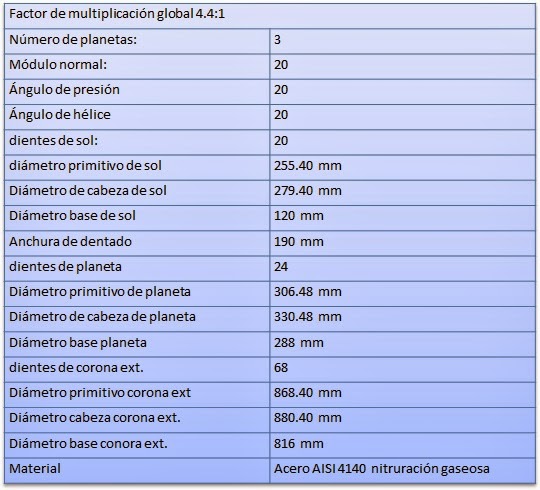
Sistema de multiplicación1:
Es el primer sistema de la
máquina por lo que su eje de entrada es el del eje principal del aerogenerador.
Al tener una velocidad de funcionamiento muy baja, unos 20 rpm, el par con el
que tiene que trabajar es enorme, alcanzando este un valor de 918.76 KNm.
Es de vital importancia
que el sistema sea lo más compacto posible ya que es el que va a determinar la
anchura de la máquina porque este es el de mayor tamaño debido a que trabaja
con mayores fuerzas de contacto y momentos.
La principal ventaja que
tienen los sistemas epicicloidales es que en vez de encontrarnos dos engranajes
en contacto para pasar un torsor de uno a otro, es que nos podemos encontrar
con tantos contactos simultáneos como planetas tengamos girando alrededor del
sol o de la corona (en este caso la corona es el elemento estático), por lo que
las fuerzas de contacto quedan divididas entre el número de planetas que
tengamos.
Debido a que estamos
trabajando con unas fuerzas de contacto muy altas, en este caso vamos a
utilizar cuatro soles girando dentro de la corona externa que permanece en
estado estático, por lo que esto se traduce en unas menores dimensiones de los
engranajes y en un lubricante que tenga menos viscosidad dinámica para su
engrase y refrigeración.
Necesitamos aumentar todo
lo que podamos el coeficiente de engrane ya que así lograremos más dientes en
contacto simultaneo lo que implica una mayor resistencia mecánica.
Para aumentar la
resistencia de los dientes hemos decidido fabricarlos con una calidad ISO 6 ya
que esta depende directamente del coeficiente C3 del cálculo fatiga.
Es previsible que tengamos
un módulo normal de dentado alto ya que el parámetro de cálculo de fatiga en
pié de diente CB1 depende del módulo normal al cuadrado, por lo que
un módulo normal alto, favorecerá una resistencia a fatiga en el dentado alta.
Aparte de ello, utilizamos
engranajes helicoidales con β = 25°,
lo que hace que los engranajes sean más resistentes a pesar de que se penaliza
un poco la refrigeración, pero esto no es crítico en este sistema ya que en
este no se alcanzan velocidades elevadas.
{kind=link}

Sistema de
multiplicación2:
En este sistema tenemos
unas condiciones de trabajo intermedias entre los sistemas de entrada y de
salida por lo que en su diseño sólo tenemos que destacar que tanto este sistema
como el sistema 3, llevan un aceite lubricante diferente al del sistema 1, el
cual es optimo para velocidades medias-altas a menor fuerza tangencial entre
dientes. Por otro lado, ya que los esfuerzos entre dientes son menores, el ángulo
de inclinación β pasa a ser de 20°, por el mismo motivo, elegimos un número de
planetas igual a 3. Otro factor a tener en cuenta es que la calidad de las
dentaduras puede ser ISO 7 lo que abarata considerablemente su fabricación. Por
otra parte es de esperar un módulo normal de dentado alto aunque no tanto como
en el primer sistema de multiplicación.

Sistema de multiplicación3:
En este sistema es donde se alcanzan unas
velocidades angulares mayores y unas fuerzas entre engranajes menores por lo
que es el de menor dimensión. Aunque estas velocidades angulares sean las
mayores de toda la máquina, son insuficientes como para un estudio de velocidad
crítica debido a que la magnitud de esta no es lo suficientemente alta y de que
estamos tratando con ejes que deben de trabajar con enormes torsores, por lo
que las piezas tienen un índice de esbeltez muy bajo. Elegimos un número de
planteas igual a 3 ya que aunque se podría , en este caso, escoger un número menor, no sería tan
resistente. Este sistema es el que determina el tipo de lubricante de este y
del sistema2 ya que es el que conlleva una velocidad periférica de diente
mayor. Fijamos la calidad en ISO7. Tiene un módulo normal de dentado más bajo
que el que nos podemos encontrar en los otros sistemas.
Ejes principales:
Vamos a llamar ejes
principales a los ejes que son concéntricos con los ejes de entrada y salida de
la multiplicadora. En principio pensamos que estos ejes debían de estar
fabricados con acero AISI 4140 ya que este acero tiene unas excelentes
propiedades mecánicas pero después nos dimos cuenta que estos ejes deberían de
trabajar a fatiga, y para ello, la resistencia a fatiga a partir de 1400 MPa
vienen a estar alrededor de los 700 MPa por lo que buscamos el acero más barato
que pudiéramos encontrar cuya resistencia ultima a tracción fuera ligeramente
superior a 1400 MPa y este es el acero AISI 4340 con Su = 1470MPa. La
utilización de otro acero con mayor resistencia a tracción no provocaría un
cambio significativo en el funcionamiento del conjunto aunque si en su precio.
Nosotros vamos a diseñar
estos ejes para que resistan un torsor constante igual al torsor asociado a la
máxima potencia de la máquina que en nuestro caso es de 1.9MW (para que genere
1.5MW de electricidad la potencia de entrada debe de compensar las pérdidas
mecánicas del sistema de multiplicación y las originadas en el generador).
Cada eje tiene en sus
extremos un chaflán para facilitar la colocación del retén de su rodamiento,
aparte, llevan unos agujeros roscados por donde se insertarían enganches para
su elevación mediante grúa.
Diseño a estático: Por
normativa UNE-EN 61400-1 el diseño a fatiga debe de tener un coeficiente de
seguridad mínimo de n = 3 por ser aerogenerador de clase II
Diagramas de flectores en
ejes:
Eje 0:

Nota: hemos dimensionado la parte inicial del eje 0
o eje de entrada mediante la teoría de cilindros de pared gruesa para hacer el
hueco lo más grande posible manteniendo el coeficiente de seguridad para ahorar
peso innecesario.
Eje A:

Eje B:

Eje C:

Cabezales:
Son las piezas que van
conectadas a los planetas que giran alrededor del sol en los sistemas
epicicloidales. El cabezal del primer sistema de multiplicación es de 4 brazos
ya que tiene que conducir los esfuerzos a los 4 satélites de que disponemos en
la primera etapa, mientras que en la segunda y tercera tenemos sólo 3 brazos.
Esto es así porque en la primera etapa de multiplicación la velocidad de
entrada de rotación es muy baja lo que hace que el momento de rotación sea
enorme lo que se traduce en unos esfuerzos muy grandes sobre los engranajes,
pero al existir 4 satélites, la fuerza de contacto queda dividida entre 4 por
lo que las dismensiones de los engranajes que aguantarían estos esfuerzos queda
reducida. Una posible desventaja que presenta esta solución es que al tener más
elementos móviles aumentan las pérdidas por fricción pero como estamos en la
primera etapa de multiplicación las velocidades son bajas lo que hace que
dichas pérdidas no sean apreciables. Por otro lado, para optimizar el sistema
hemos hecho un estudio por ordenador para el dimensionado de estos elementos
con el fin de que fueran lo más ligeros posibles al mismo tiempo que se ajustan
a los coeficientes de seguridad de la normativa.
Cabezal sistema 1:

Cabezal sistema 2:

Cabezal
sistema 3:

Uniones entre elemementos
del sistema de engranajes:
En la unión entre el eje 0
y el cabezal del sistema 1 vamos llevarla a cabo mediante un eje nervado con
perfil de evolvente. Vamos a utilizar la perfil de evolvente poruqe es más
barata de fabricar que el estriado normal ya que podemos utilizar la maquinaria
empleada en la fabricación de engranajes rectos, aparte de esto, la solución es
óptima ya que el perfil de evolvente presenta un ensanchamiento en su base que
es donde se produce la tensión máxima por lo que dicho perfil tendrá una
resistencia mayor que los estriados normales de perfil cuadrado.
Vamos a utilizar chavetas
de tipo B ya que estas poseen un mayor poder de trabajo a altos torsores a
cambio de un pequeño aumento del riesgo de rotura por fatiga pero en nuestro
diseño los ejes presentan un alto grado de resistencia a rotura por fatiga así
que elegimos esta opción.
Carcasa:
Hemos diseñado la carcasa
lo más liviana posible para hacer que nuestra multiplicadora pese lo mínimo.
Para ello, nos hemos servido de herramientas informáticas sin las cuales sería
muy complicado llegar a dicha solución. Para su diseño hemos partido de una
cáscara fina aunque lo suficientemente gruesa como para poder ser construida
por moldeo y un posterior mecanizado con herramientas de control numérico. La
ventaja del diseño de piezas por ordenador es que nos permiten realizar una
infinidad de ensayos y pruebas sobre la pieza antes incluso de ser construida
por lo que poco a poco vamos subsanando posibles fallos que pudiese tener. El
resultado ha sido una carcasa muy resistente y ligera con multitud de nervios
que aparte de funcionar de manera estructural, actúan como disipadores del
calor del aceite que contiene el sistema. Para su fabricación hemos elegido una
función esferoidal que aparte de tener un mecanizado excepcional, presenta unas
cualidades para el moldeo excelentes, de
tal manera de que a partir de un molde podríamos llegar a una pieza similar a
la terminada en la que quedarían hacerle una serie de retoques mediante control
numérico. La carcasa presenta tres ventanas en uno de sus lados para la
correcta inspección de los componentes de la máquina, el re-engrase de las
partes que lo requieran y la colocación de sensores de medición de vibraciones.
En la parte superior de la carcasa podemos ver los enchanches por donde puede
ser izada la multiplicadora con una grúa.
Una vez terminada su
fabricación, la carcasa debe de ser pintada para evitar su deterioro en el
tiempo, dicha pintura debe de evitar de ser demasiado llamativa para no
ocasionar fatiga visual por altos contrastes con otras partes del aerogenerador.
Carcasa superior:

Carcasa inferior:

Sistema de Refrigeración:
La elección de un sistema
de engrase ha sido unos de los problemas más complicados a solucionar en este
proyecto debido a que abarca al alto grado de multiplicación del mismo
(condiciones de entrada y de salida muy distintas), eso sumado a las altas
cargas de trabajo nos han hecho tener que dividir el sistema en dos partes
diferenciadas cada una de ellas con su propio sistema de refrigeración y con su
tipo de aceite optimizado para las condiciones de trabajo.
Hemos realizado los cálculos del sistema de
refrigeración mediante el método de Downson y Higginson o elastohidrodinámico que
tiene en cuenta el calor producido tanto por la compresión del aceite (tomamos
el líquido como fluido compresible) como por la deformación de los dientes de
los engranajes.
Por normativa toda
multiplicadora eólica de más de 0.5MW debe de tener refrigeración activa en el
sistema de lubricación, por lo que es necesario añadir radiadores, en nuestro
caso dos, ya que disponemos de dos fluidos independientes de refrigeración.
Todos los sistemas de
transporte de fluidos llevan uniones mediante rosca de gas para evitar fugas.
La tubería de conexión entre el anillo de rociadores de aceite y la carcasa es
una tubería flexible para facilitar la colocación de los elementos internos de
la máquina.

En el sistema de
refrigeración 1 hemos elegido el aceite lubricante Mobil MS-100. Muy apto para
cargas medias (mediante el correcto diseño de los engranajes y la existencia de
4 planetas girando alrededor del engranaje
sol los esfuerzos han sido minimizados todo lo posible). Posee una viscosidad
dinámica intermedia, la cual, es lo que estamos buscando para unas velocidades
de rotación bajas en donde las pérdidas por circulación de aceite entre los
engranajes es poco importante.
Para el sistema de
refrigeración 2, el cual contiene los sistemas de multiplicación 2 y 3, tenemos
que escoger un lubricante que esté delimitado por la vida a las cargas del
sistema 2 que hace que aumente su viscosidad y por la alta velocidad del
sistema 3, que hace que dicha viscosidad disminuya, por lo que tenemos que
buscar un aceite con características de compromiso entre dichos valores. Este
es el aceite Mobil MS-32.
En términos generales los
sistemas de lubricación-refrigeración tendrían las siguientes etapas:
-
Aspiración del depósito de aceite, en donde suponemos una temperatura media de
aceite de 100°.
La toma de salida del aceite del depósito-cárter, se realiza por una tubería
que está ligeramente por encima del fondo del depósito con el fin de que si hay
partículas suspendidas en el aceite, estas se queden en el fondo del cárter.
-
Paso del aceite por un filtro para eliminar posibles partículas. Hemos elegido
un filtro de partículas de 3 a 10 µm por semejanza con otras
multiplicadoras eólicas. Llevan la válvula bypass incorporada para que en caso
de obstrucción no corte el suministro de aceite en el sistema.
-
Paso por bomba: Las bombas que vamos a utilizar
van a tener una válvula bypass que nos delimita la presión de las mismas
teniendo una curva de funcionamiento plana, es decir, la presión obtenida en
las mismas va a ser constante.
-
Paso por radiador: una vez el fluido es filtrado e impulsado, este se hace
pasar por un radiador en donde su temperatura desciende hasta un valor cercano
a 40°
- Inyección: en
el último paso el aceite es dirigido hacia un anillo concéntrico al engranaje
sol en donde es proyectado hacia este por medio de rociadores. Las dimensiones
de los anillos inyectores de aceite es tal que puedan rociar aceite sobre todo
el espesor del engranaje. Estudiando la proporción estadística de gotas de
fluido de las boquillas rociadoras, nos damos cuenta que la mayor concentración
de aceite va dirigida precisamente al punto medio del espesor del diente que es
donde la temperatura es más elevada ( es el punto que está más aislado del
medio) por lo que conseguimos una mayor disminución de temperatura en el que
sería el punto crítico.
Como ya dijimos antes, el engranaje que
soporta mayores esfuerzos en los sistemas epicicloidales es el sol, por lo que
debemos de hacer que este este siempre bien engrasado y que su temperatura sea
la mínima del sistema, por eso hemos decidido que los chorros de aceite incidan
directamente sobre este lubricando por contacto los demás engranajes.
-recogida de aceite: una vez que el aceite ha
pasado por todos los engranajes, este cae por efecto de la gravedad a una
temperatura cercana a los 100° yendo a parar al cárter donde el proceso de
engrase-refrigeración vuelve a iniciarse.
El sistema esta calculado para que la
temperatura de inyección de aceite sobre los engranajes sea de alrededor de
40°, si fuera inferior a esta, tendríamos problemas con la movilidad del aceite
ya que podría pasar que este sea demasiado viscoso para su circulación por el
ciclo de refrigeración no llegando a los puntos claves a enfriar lo que podría
provocar un aumento peligroso de la temperatura de los engranajes. Esto podemos
evitarlo por medio de calentadores de aceite situados en el cárter, los cuales,
se activan cuando la temperatura del fluido está por debajo de la deseada.
Evidentemente, cuando pase esto, el ventilador del radiador deberá de
permanecer parado para evitar que haya pérdida de calor hacia el exterior.
Por lo que después de realizar los cálculos
pertinentes llegamos a las siguientes condiciones de funcionamiento de las
distintas etapas:
Etapa 1:

Etapa 2:

Etapa 3:

Quedando el sistema de la siguiente manera:


{kind=link}
Engrase en rodamientos:
Los rodamientos al contrario de los engranajes
van a ser engrasados mediante grasa SKF multipropósito. Esto es debido a la
morfología de los sistemas de engranajes. En un sistema de engranajes lineales
existe una componente en la fuerza de contacto diente-diente que hace que los
engranajes tiendan a separarse entre sí por lo que existen unas reacciones en
los rodamientos de manera radial que
hace que aumente el rozamiento dentro de los engranajes, por otro lado, el los
sistemas epicicloidales esta componente es anulada por otra igual y de sentido
contrario que realiza el engranaje opuesto al primero por lo que el rozamiento
y por tanto la temperatura interna en un rodamiento de un sistema epicicloidal
es menor que a la de un sistema lineal haciendo que no sea necesaria la
refrigeración activa del lubricante de su interior.
Ya que vamos a utilizar elementos de
lubricación en engranajes y en rodamientos
distintos, tenemos que utilizar retenes en los ejes para evitar que la
grasa de dentro de los rodamientos escape y se mezcle con el aceite. Vamos
a utilizar retenes fabricados con PTFE
ya que presentan unas propiedades mecánicas y químicas excepcionales, con un
coeficiente de fricción muy bajo y resiste temperaturas de hasta 270°. El
engrase de estos elementos se realiza mediante la inyección manual de grasa
sobre los orificios de engrase con su posterior cerrado mediante tapón o
tornillo que funciona como tal para evitar su pérdida. Por cuestiones de
mantenimiento se recomienda un re-engrase una vez al año.
Juntas:
Es necesario utilizar juntas entre distintos
elementos de la máquina para evitar que salga el aceite que fluye por su
interior. Esta máquina tiene varios tipos de juntas:
-juntas estándar: son juntas compradas. Hemos
intentado hacer que estas sean el mayor número posible ya que son más baratas
que las fabricadas por encargo. Están hechas a partir de FKM, es decir, caucho
fluorado ya que tienen una alta resistencia al desgaste y es apta para su
utilización con todo tipo de lubricantes. Uiltizaremos juntas de silicona en U
en el separador de los compartimentos 1 y 2-3.
-juntas con diseño específico: son juntas que
debido a sus dimensiones hemos tenido que encargar su fabricación ya que no las
podríamos encontrar en ningún catálogo. Suelen ser un poco más caras que las
estándar por que no se pueden fabricar en masa pero la mayoría de los
fabricantes especializados de juntas nos dan esta opción por lo que el precio
aunque puede ser ligeramente superior no sería un problema. Están fabricadas en
Klinger-sil C-4324 debido a su alta resistencia a la temperatura y a que es
compatible con todo tipo de lubricantes.
-juntas fabricadas in situ: las utilizamos
cuando la geometría de la junta es muy compleja. Se formarán a partir de
Loctite 5510 al depositar el mismo sobre unos canales hechos en las piezas.
Hemos elegido este componente debido a la buena estanqueidad que consigue, el
ser relativamente barato de obtener y de tener un rango de temperaturas de
trabajo acorde con el proyecto además de presentar buenas cualidades químicas
frente a aceites.
Para una visión clara de las distintas piezas
del sistema y de su interacción hemos dispuesto de un esquema del mismo en
corte total:

Presentamos algunos planos del sistema:
Conjunto sistema estallado:

Dimensiones externas del sistema:

Primera etapa de multiplicación:

Encapsulado de rodamientos eje B:

Sistema de refrigeración:

Esquema hidráulico de etapas 2-3:
